A successful technology licensing project will typically pass through three distinct phases from start to finish:
· Phase I: Non-Confidential Disclosure
· Phase II: Confidential Disclosure
· Phase III: Technology Delivery
The technical information developed during the first two phases facilitates a technology licensing sale by supporting a compelling story regarding why the licensed technology offers the best solution for that potential client’s unique needs while at the same time protecting the licensor’s proprietary information. After the technology licensing sale is made, the licensor must deliver that technology to the client clearly and effectively so that they can execute the project in an efficient manner, and can startup and operate the new production unit successfully.
I. Non-Confidential Disclosure
The primary objective of this initial phase is to introduce the licensed technology with its key features, and to draw a potential client into a discussion regarding the intended project. Some of the information provided during this initial phase may be present on the technology licensor’s web site, such as:
· Introduction (technology overview, licensor description and background)
· Key advantages of the technology versus alternatives/competition (whatever they might be: investment, operating cost, other)
· Technology description (Block Flow Diagram, high-level Process Description)
· Technology flexibility (as appropriate: raw material flexibility, product flexibility)
Discussions with the client during this initial phase should also highlight other important features of the licensed technology offering, such as:
· Technology delivery (documentation, training)
· Technical support (during detailed design, during startup, following startup)
Another key objective of this initial phase is to gather critical data from the client regarding the project so that the information provided during Phase II can be tailored to specific needs, such as capacity, product mix, raw material slate, etc. The Non-Confidential phase of the project concludes when the licensor and potential client enter into a Non-Disclosure Agreement.
II. Confidential Disclosure
After the Non-Disclosure Agreement is finalized, the licensor can provide the client with a detailed Confidential Disclosure package that is customized to the specific project. The objective is to provide high level economic data regarding the application of the licensed technology to the project (such as expected investment and operating costs), and to include sufficient detailed supporting information so that the client may verify the claims independently (but not detailed enough for them to construct a similar process). Information provided at this stage consists of documentation such as:
· Process Description
· Process Flow Diagrams
· Sized Equipment List
· Overall raw material and utility consumption rates
· High-level effluent and waste generation rates
· Typical plot plan and elevation drawings.
This phase of the project typically include a tour(s) of the licensor’s reference plant and/or pilot facilities where the technology was developed. Such visits not only help the client gain confidence in the robustness of the licensed technology, but also helps to foster informal discussions between the licensor and client technical teams that are critical to a successful technology license sale.
During this phase of the project, the licensor may present a value proposition for the licensed technology, detailing the specific technical advantages that the licensed technology brings to the client versus the alternatives/competition and quantifying the value of each advantage in economic terms, such as investment and/or operating cost savings.
As this phase of the project, much of the discussion will become focused on developing the Technology License Agreement, which is primarily a commercial document. The License Agreement also includes several key technical components such as:
· Production capacity, product mix and raw material slate
· Technology Delivery contents and schedule
· Performance warranty parameters and test run procedures.
The Confidential Disclosure phase concludes when the parties enter into a Technology Licensing Agreement.
III. Technology Delivery
During the Technology Delivery phase of the project the licensor conveys to the client all of the technical information that is needed to successfully build and operate the new production unit, consisting of documentation, training, and technical support.
Soon after the Technology Licensing Agreement is signed, the licensor and client will conduct a design conference during which all of the design data previously exchanged is confirmed. Once the design basis is confirmed and agreed upon, the licensor can begin preparing the technical documentation accordingly.
A Technology Manual is normally assembled and transmitted to the client which includes all of the key R&D reports that document the fundamental basis for the licensed technology.
A Process Design Package (PDP) is transmitted that includes the licensor information that the client will require to build their new production unit in accordance with the licensed technology, including:
· Detailed Process Description
· Major and Minor Equipment Specifications
· Control Systems Data Sheets
· Control Logic Diagrams and Logic Descriptions
· Piping and Instrumentation Diagrams
· Line and Equipment Lists
· Valve and Piping Specifications
· Process Flow Diagrams with Heat and Material Balances
· Detailed Utility Consumption and Waste Generation Lists
· Supplemental Design Information.
The Technology License Agreement will specify that the client must build their production unit in complete and strict accordance with the PDP for the performance warranties to be valid. The License Agreement will also typically state that the client is ultimately responsible for adapting the design to the local site conditions, for ensuring that the production unit complies with all applicable local codes and standards, and for the safe design and operation of the process. Thus, the level of content in the PDP must be carefully calibrated to convey all mandatory licensor requirements while leaving the client maximum flexibility to satisfy their obligations.
Example for a typical PDP:
· The PDP will specify inside battery limits process facilities only. The client should be responsible for the design of outside battery limits and support facilities.
· The PDP will include process design level of information only. The client should be responsible for detailed design.
· The PDP will reflect the codes and standards that apply within the licensor’s country of origin. The client should be responsible for the application of local codes and standards.
· The PDP will be based on a typical production process layout. The client should be responsible for adapting the design to their actual site configuration.
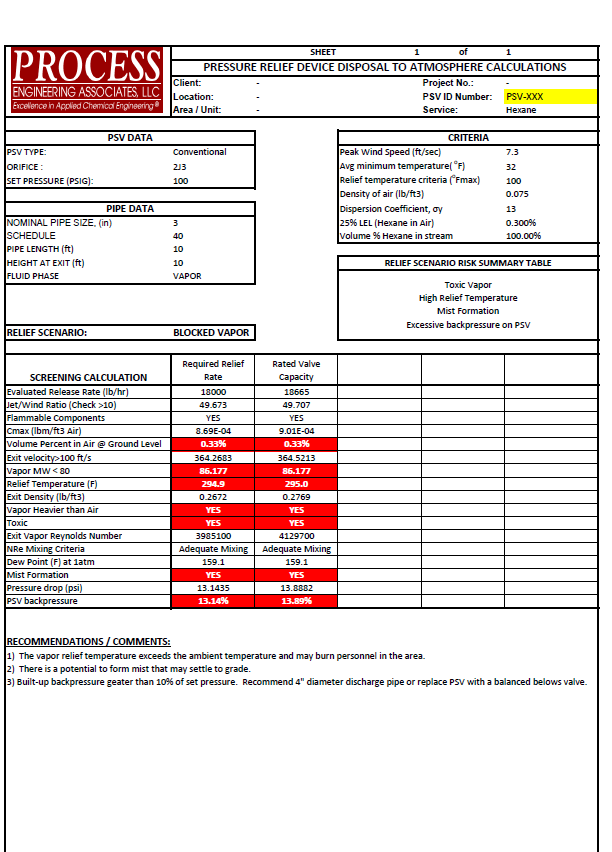
· The client should be solely responsible for the safe design of the production unit, including all pressure relief devices. The licensor should identify the sizing scenarios that must be checked, but will not assume liability for the final relief device sizes.
Once the PDP has been issued, the licensor conducts a process design orientation training session to present the PDP to the client, and to aid in the transition of the project to the client team and detailed design contractor. This training is typically attended by the client’s technical staff and senior operating supervisors, along with the key design leads from the detailed design contractor.
During detailed design, the client and detailed design contractor will most often have questions regarding the PDP for clarification. The licensor must commit to respond to such inquiries in a timely manner to help their work continue smoothly.
The licensor will usually also provide the client a set of operating procedures for their operations staff to use as a guide while they develop the operating procedures for their specific process.
Once the client has identified the staff who will operate their new production unit, the licensor should plan to provide detailed and extensive operations training for these personnel, typically at the licensor’s reference unit or pilot facilities. Such training should address startup, shutdown, normal operation and emergency scenarios so that the client’s staff will be able to perform their duties successfully.
When construction of the client’s new production unit is nearing mechanical completion, the licensor will dispatch a startup team to the operating site to assist the client’s operating staff in commissioning and startup activities. The startup team will remain at site though the successful completion of all warranty test runs specified in the Technology License Agreement.
After startup and for a period specified in the License Agreement, the licensor may agree to meet with the client periodically for review of their operational results, and to convey to the client any technology improvements that may have been recently developed.
How PROCESS Can Help
PROCESS’ business model does not allow ownership of any licensed technology and therefore, PROCESS can assist clients who are developing a new technology by preparing technical documentation required in all three phases of the licensing process. PROCESS can:
· Develop a simulation model of the new technology.
· Assist the licensor with refining and optimizing the design.
· Develop all the necessary process design documents. The simulation model will also aid in expediting the preparation of independent design documents that need to be tailored to each specific client’s needs.
· Assist with commissioning and startup.
PROCESS can also assist clients who are interested in purchasing a licensed process technology in several ways:
· Identify existing technologies that might be suitable for the desired application.
· Perform technical and techno/economic screening studies of the available technologies to assist during the evaluation and selection phase.
· Independently validate the technical and economic claims of the selected technology provider such as; expected investment, operating costs, raw material requirements etc.
· Develop OSB process design, utility upgrade information, PSV sizing requirements and similar information that may not be included in the technology package.
· Guide clients through the entire process as an Owner’s Engineer Process Consultant.
· Assist with process oversite during detailed design and construction.
Note: PROCESS’ engineers are almost never named as co-inventors on patents. In the event we are named as co-inventors, we, as an engineering and not a technology company, will sign our rights over to our client. All work performed by PROCESS and intellectual property developed by PROCESS is paid for and owned by our clients.